



宝润机械有限公司
宝润机械有限公司
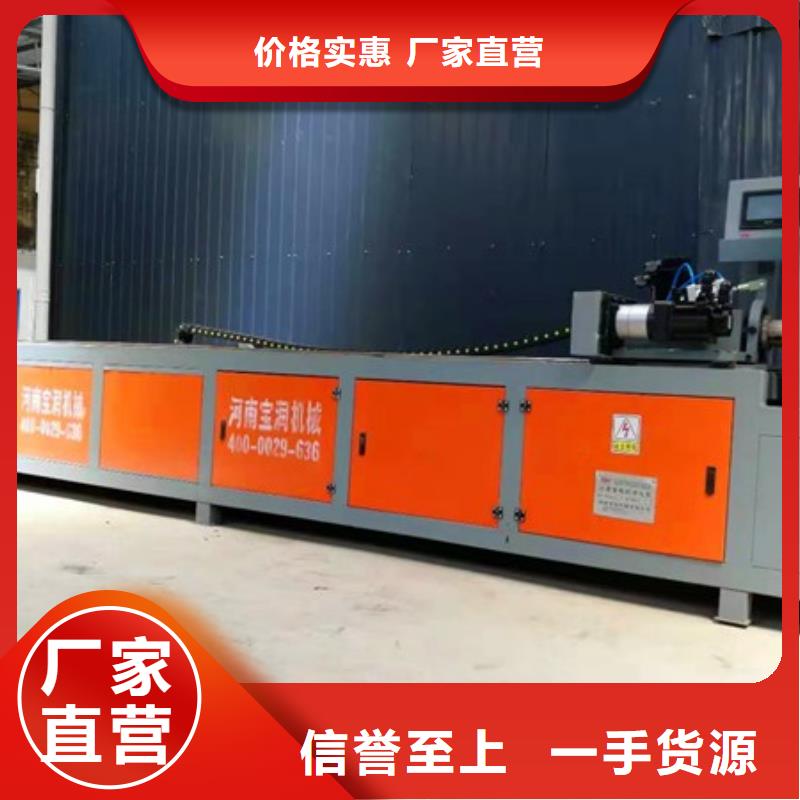
超前小导管加工?尖头机(1)场地准备?加工场地必须对其进行硬化、并建立防风、防雨大棚,钢管的堆放、半成品堆放要有专门的场地,要配备足够钢管的篷布。?(2)下料?根据设计图纸要求,按照设计尺寸进行下料,每次下料要将不同长度的材料分开存放;超前小导管单根设计长度L=3.5m,L=4.0m两种。同时在下料过程中要注意导管设计尺寸,尽量避免原材料出现浪费。?(3)切割加工?根据隧道所采用超前小导管的长度,将钢管切割成导管设计长度;在切割过程中导管表面出现裂纹或者长度不满足设计长度的材料要进行废品处理。超前小导管插入岩体的端头须加工成长度为10cm的圆锥形,尾部焊接Φ6或Φ8mm的钢筋加劲箍。?(4)注浆孔加工?超前小导管管体用钻床钻φ6或φ8的注浆孔,注浆孔间距为10~20cm,呈梅花形布置,尾部长度留≥30cm的止浆段。钻孔结束后,必须清除铁屑并将注浆孔毛刺磨平。?(5)验收?现场负责人员要组织验收人员对其超前小导管长度、规格进行验收,待验收合格后方可进行存储;存放和运输过程中要避免潮湿的环境,防止锈蚀、污染和变形。?6?质量要求?6.1?质量验收规范?
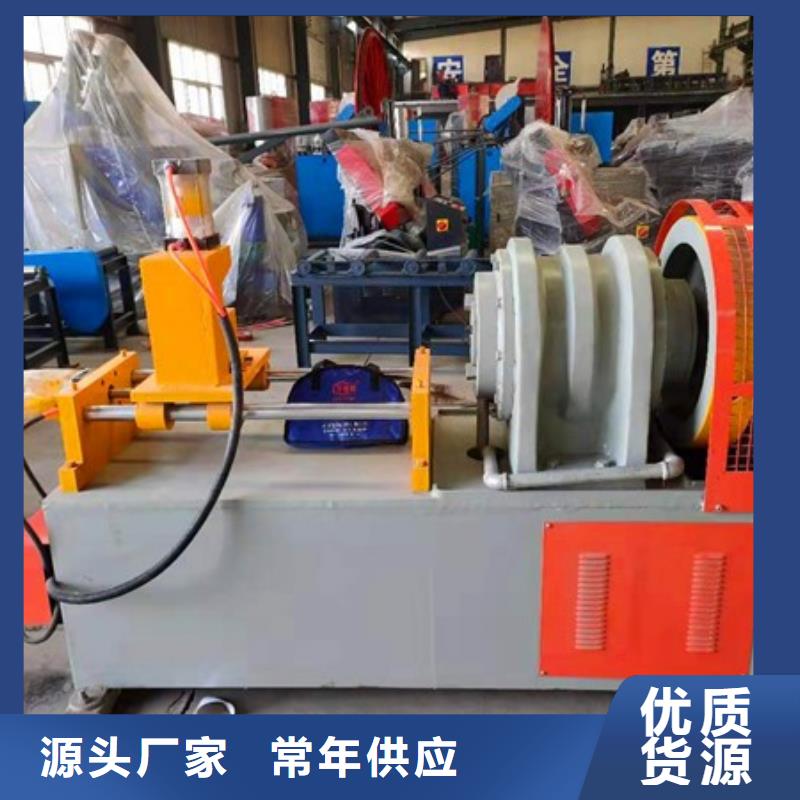
 施工准备及工艺流程 3.1.1超前小导管及锁脚锚管直径一般采用φ42mm,壁厚3.5mm的热轧无缝钢管。超前小导管单节长度通常为3.5m或4.0m,锁脚锚管长度为4.0m,超前小导管壁加工注浆花孔,孔径为φ6mm,间距为15cm呈梅花形排列,前端20cm制作成蒜瓣状锥形,尾端30cm范围内不钻孔作为止浆段。 3.1.2测量定位 根据设计的超前小导管位置,用全站仪进行小导管位置的测量放样工作,并用红油漆在作业掌子面上作好小导管位置的标记。钻孔直径应大于设计导管直径3~5mm,一般钻孔φ50mm,孔深大于设计长度10cm。 小导管尖头机
施工准备及工艺流程 3.1.1超前小导管及锁脚锚管直径一般采用φ42mm,壁厚3.5mm的热轧无缝钢管。超前小导管单节长度通常为3.5m或4.0m,锁脚锚管长度为4.0m,超前小导管壁加工注浆花孔,孔径为φ6mm,间距为15cm呈梅花形排列,前端20cm制作成蒜瓣状锥形,尾端30cm范围内不钻孔作为止浆段。 3.1.2测量定位 根据设计的超前小导管位置,用全站仪进行小导管位置的测量放样工作,并用红油漆在作业掌子面上作好小导管位置的标记。钻孔直径应大于设计导管直径3~5mm,一般钻孔φ50mm,孔深大于设计长度10cm。 小导管尖头机
您的位置>首页 >西藏当地综合推荐News >